





டிரில் பிட் பயன்பாட்டு வழிமுறைகள்
1 பிட் தேர்வு
1. தயவு செய்து அருகில் உள்ள கிணறுகளின் லித்தாலஜி விளக்கம் மற்றும் பிட் பதிவுகளை கவனமாக படிக்கவும், மற்றும் உருவாக்க பண்புகளை பகுப்பாய்வு செய்யவும்.
2.லித்தாலஜிக்கு ஏற்ப பொருத்தமான வகையைத் தேர்ந்தெடுப்பது.
2 துளையிடுவதற்கு முன் தயாரிப்பு
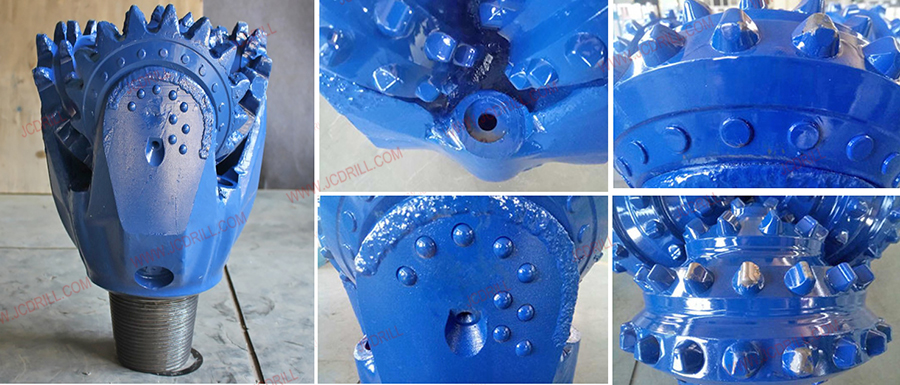
1.உடல் சேதம், இழந்த கட்டர்கள் அல்லது செருகல்கள் போன்றவற்றுக்கு முந்தைய பிட்டை பரிசோதிக்கவும். பிட்டம் துளையில் எந்த குப்பையும் இல்லை என்பதை உறுதிசெய்து, தேவைப்பட்டால் கீழே உள்ள துளையை சுத்தம் செய்யவும்.
2.பிட் வெட்டிகள் மற்றும் கடினமான பொருட்களுக்கு சேதம் ஏற்படாத வகையில் கவனமாக கையாள வேண்டும்.
3. பிட் கட்ஸில் ஏதேனும் சேதம் உள்ளதா மற்றும் பிட்டின் உள்ளே ஏதேனும் வெளிநாட்டு பொருட்கள் உள்ளதா என சரிபார்க்கவும்.
4. முனையை நிறுவுவது தேவைகளைப் பூர்த்தி செய்கிறதா என்பதைச் சரிபார்த்து, தேவைப்பட்டால் முனைகளை மாற்றவும்.
3 பிட்டைக் குறிக்கும்
1.பிட் நூல்களை சுத்தம் செய்து, நூல்களில் கிரீஸ் தடவவும்.
2.பிரேக்கரை பிட்டில் பொருத்தி, ட்ரில் சரத்தை பின் மீது இறக்கி, நூல்களில் ஈடுபடவும்.
3.ரோட்டரி புஷிங்கில் பிட் மற்றும் பிரேக்கரைக் கண்டறிந்து, பிட்டைப் பரிந்துரைக்கப்படும் முறுக்குவிசையை உருவாக்கவும்.
4 ட்ரிப்பிங்
1.பிரேக்கரை அகற்றி, வெல்ஹெட் சாதனத்தின் மூலம் பிட்டை சேதப்படுத்தாமல் கவனமாகக் குறைக்கவும்.
2. சுருங்குதல், தோள்பட்டை, நாயின் கால் மற்றும் ஆழ்துளை கிணற்றின் முக்கிய இருக்கை ஆகியவை வெற்று துளை வழியாக கடிக்கும்போது கவனமாக இருக்க வேண்டும்.
3.துளையின் அடிப்பகுதியிலிருந்து சுமார் 30 மீட்டர் தொலைவில் துளையிடும் போது, பம்ப் மற்றும் சுழற்சி துளையிடும் திரவத்தை பிட்டம் துளை கழுவவும், மற்றும் 60rpm க்கு மிகாமல் குறைந்த வேகத்தில் ட்ரில் சரத்தை சுழற்றவும்.
4. கீழே தோராயமாக அரை மீட்டரை அணுகவும்.முழு ஓட்டத்துடன் 5 முதல் 10 நிமிடங்கள் வரை சுற்றவும்.
5 ரீமிங்
1.அண்டர்கேஜ் துளையின் நீண்ட பகுதிகளை ரீமிங் செய்வது பரிந்துரைக்கப்படவில்லை.
2. ரீமிங் ஆபரேஷன் அவசியமானால், ரீமிங் ஆபரேஷன் அதிகபட்ச ஓட்ட விகித சுழற்சியுடன் செய்யப்பட வேண்டும் என்று கடுமையாக பரிந்துரைக்கப்படுகிறது, பிட் மீது குறிப்பிட்ட எடை 90N/mm (விட்டம்)க்கு மிகாமல் இருக்க வேண்டும், ரோட்டரி வேகம் 60 rpm ஐ விட அதிகமாக இருக்கக்கூடாது. உள்ளே
6 பிட் பிரேக்-இன்
1. பிட் பாட்டம்ஹோலை நெருங்கும்போது காட்சி கருவிகளை அதிகமாகப் பயன்படுத்துதல்.WOB மற்றும் முறுக்குவிசை அதிகரித்தால், அது பாட்டம்ஹோலில் பிட் இணைக்கப்பட்டிருப்பதைக் காட்டுகிறது. பாட்டம்ஹோல் வடிவத்தை குறைந்தபட்சம் அரை மீட்டராவது நிறுவ 90N/mm, எடை-on =bit மற்றும் 40 to 60rpm ஐப் பயன்படுத்த வேண்டாம்.
2.பிட் பிரேக்-இன் முடிந்தது மற்றும் உகந்த துளையிடல் அளவுரு கலவையைப் பெற RPM ஐ சரிசெய்ய வேண்டும்.
3.Drilling அளவுருக்கள் சரிசெய்தல் பரிந்துரைக்கப்பட்ட அளவுருக்கள் பரிந்துரைக்கப்பட்ட துளையிடல் அளவுருக்கள் தேர்வுமுறை முறையைப் பார்க்கவும் பரிந்துரைக்கப்பட்ட வரம்புகளுக்குள் தேர்ந்தெடுக்கப்பட வேண்டும்.
உருவாக்கம் கடினத்தன்மை மற்றும் பிட் தேர்வு வகைப்பாடு அட்டவணை
| ரோலர் கூம்பு பிட் | வைர பிட்டின் IADC குறியீடு | உருவாக்கம் விளக்கம் | பாறை வகை | அமுக்கு வலிமை (எம்பிஏ) | ROP(m/h) |
| IADC குறியீடு | |||||
| 111/124 | M/S112~M/S223 | மிகவும் மென்மையானது: குறைந்த அழுத்த வலிமையுடன் ஒட்டும் மென்மையான உருவாக்கம். | களிமண் சில்ட்ஸ்டோன் மணற்கல் | <25 | >20 |
| 116/137 | M/S222~M/S323 | மென்மையான: குறைந்த அழுத்த வலிமை மற்றும் அதிக துளையிடும் திறன் கொண்ட மென்மையான உருவாக்கம். | களிமண் பாறை மார்ல் லிக்னைட் மணற்கல் | 25~50 | 10~20 |
| 417/527 | M/S323~M/S433 | நடுத்தர மென்மையானது: குறைந்த அழுத்த வலிமை மற்றும் மாமிசத்துடன் மென்மையானது முதல் நடுத்தர உருவாக்கம். | களிமண் பாறை மார்ல் லிக்னைட் மணற்கல் சில்ட்ஸ்டோன் அன்ஹைட்ரைட் டஃப் | 50~75 | 5~15 |
| 517/537 | M322~M443 | நடுத்தர:அதிக அமுக்க வலிமை மற்றும் மெல்லிய சிராய்ப்புக் கோடுகளுடன் நடுத்தர முதல் கடினமான உருவாக்கம். | மண்கல் இருண்ட பாறை ஷேல் | 75~100 | 2~6 |
| 537/617 | M422~M444 | நடுத்தர கடினமான: அதிக அழுத்த வலிமை மற்றும் நடுத்தர சிராய்ப்புத்தன்மை கொண்ட கடினமான மற்றும் அடர்த்தியான உருவாக்கம். | இருண்ட பாறை கடினமான ஷேல் அன்ஹைட்ரைட் மணற்கல் டோலமைட் | 100~200 | 1.5~3 |
ட்ரைகோன் பிட்ஸ் சாய்ஸ் வழிகாட்டுதல்டிரைகோன் பிட்ஸ் பல் வகை

பிட் அளவு
| பிட் அளவு | API REG பின் | முறுக்கு | எடை | |
| அங்குலம் | mm | அங்குலம் | கே.என்.எம் | கிலோ |
| 3 3/8 | 85.7 | 2 3/8 | 4.1-4.7 | 4.0-6.0 |
| 3 1/2 | 88.9 | 4.2-6.2 | ||
| 3 7/8 | 98.4 | 4.8-6.8 | ||
| 4 1/4 | 108 | 5.0-7.5 | ||
| 4 1/2 | 114.3 | 5.4-8.0 | ||
| 4 5/8 | 117.5 | 2 7/8 | 6.1-7.5 | 7.5-8.0 |
| 4 3/4 | 120.7 | 7.5-8.0 | ||
| 5 1/8 | 130.2 | 3 1/2 | 9.5-12.2 | 10.3-11.5 |
| 5 1/4 | 133.4 | 10.7-12.0 | ||
| 5 5/8 | 142.9 | 12.6-13.5 | ||
| 5 7/8 | 149.2 | 13.2-13.5 | ||
| 6 | 152.4 | 13.6-14.5 | ||
| 6 1/8 | 155.6 | 14.0-15.0 | ||
| 6 1/4 | 158.8 | 14.4-18.0 | ||
| 6 1/2 | 165.1 | 14.5-20.0 | ||
| 6 3/4 | 171.5 | 20.0-22.0 | ||
| 7 1/2 | 190.5 | 4 1/2 | 16.3-21.7 | 28.0-32.0 |
| 7 5/8 | 193.7 | 32.3-34.0 | ||
| 7 7/8 | 200 | 33.2-35.0 | ||
| 8 3/8 | 212.7 | 38.5-41.5 | ||
| 8 1/2 | 215.9 | 39.0-42.0 | ||
| 8 5/8 | 219.1 | 40.5-42.5 | ||
| 8 3/4 | 222.3 | 40.8-43.0 | ||
| 9 1/2 | 241.3 | 6 5/8 | 38-43.4 | 61.5-64.0 |
| 9 5/8 | 244.5 | 61.8-65.0 | ||
| 9 7/8 | 250.8 | 62.0-67.0 | ||
| 10 | 254 | 68.0-75.0 | ||
| 10 1/2 | 266.7 | 72.0-80.0 | ||
| 10 5/8 | 269.9 | 72.0-80.0 | ||
| 11 1/2 | 292.1 | 79.0-90.0 | ||
| 11 5/8 | 295.3 | 79.0-90.0 | ||
| 12 1/4 | 311.2 | 95.0-102. | ||
| 12 3/8 | 314.3 | 95.0-102.2 | ||
| 12 1/2 | 317.5 | 96.0-103.0 | ||
| 13 1/2 | 342.9 | 105.0-134.0 | ||
| 13 5/8 | 346.1 | 108.0-137.0 | ||
| 14 3/4 | 374.7 | 7 5/8 | 46.1-54.2 | 140.0-160.0 |
| 15 | 381 | 145.0-165.0 | ||
| 15 1/2 | 393.7 | 160.0-180.0 | ||
| 16 | 406.4 | 200.0-220.0 | ||
| 17 1/2 | 444.5 | 260.0-280.0 | ||
| 26 | 660.4 | 725.0-780.0 | ||
| குறைந்தபட்ச ஆர்டர் அளவு | N/A |
| விலை | |
| பேக்கேஜிங் விவரங்கள் | நிலையான ஏற்றுமதி விநியோக தொகுப்பு |
| டெலிவரி நேரம் | 7 நாட்கள் |
| கட்டண வரையறைகள் | டி/டி |
| விநியோக திறன் | விரிவான உத்தரவின் அடிப்படையில் |
-
கே சீரிஸ் செறிவூட்டப்பட்ட டயமண்ட் பிட்
-
BR3 108MM தொழிற்சாலை விலை மொத்த விற்பனை துளையிடும் துளை...
-
1.5m bq இரட்டை குழாய் கோர் பீப்பாய்
-
சீனா BQ டயமண்ட் டிரில்லிங் பிட் ரீமிங் ஷெல்ஸ்
-
QL50A உயர் காற்று அழுத்தம் 5 இன்ச் DTH சுத்தியல் துரப்பணம்...
-
மைனிங் எக்ஸ்ப்லோவுக்கான RE545 சிறப்பு DTH RC டிரில் பிட்...





